The pharmaceutical and healthcare industry, unlike any other industry, is governed by numerous policies, regulations and guidelines. Starting from drug discovery, clinical trials, manufacturing practices, storage and delivery systems until it is administered, every step is carefully monitored, and best practices are implemented. Maintenance procedures and sanitizing schedules have been drawn to ensure that the quality of drugs produced is of the highest standard. But these practices alone can not ensure hygiene and cleanliness. The floor systems have to be installed by companies who understand and comply with these flooring requirements that need to be seamless, anti-bacterial and chemical resistant materials and are of course, installed by workmen who are trained to do as per exacting standards.
Anti-bacterial epoxy or PU flooring is not only essential, but crucial in ensuring the quality of the environment in which modern medicines are being manufactured. No other manufacturing plants are so regularly inspected or scrutinized as Pharmaceutical plants and bio-tech plants (rightly so) to ensure their compliance to “The Current Good Manufacturing Practices” (CGMP).
Rapid execution of flooring in Pharmaceutical and Healthcare Industries are based on right selection of products and highly experienced team.
When it comes to safety and sterility of the production as well as storage areas of pharma & bio-tech plants, the quality of epoxy flooring plays a vital role, as it is paramount that the floor maintains its integrity in exacting working conditions.
There are 5 important requirements that the epoxy flooring shall meet:
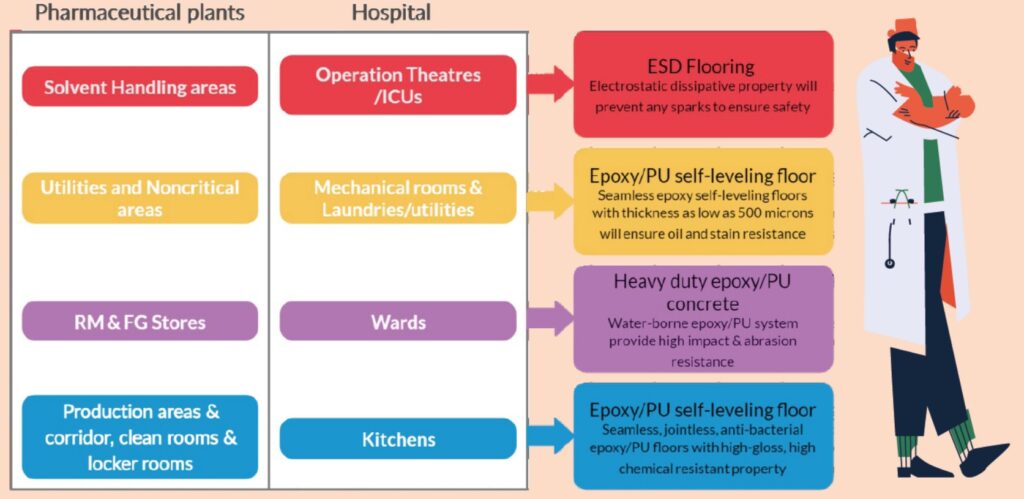
- Sterility: Any flooring material used within a pharmaceutical facility must be sanitary, safe and easily sterilised, so as
to ensure hygienic operational environment. - Resilience: Pharmaceutical facilities can be subject to thermal shock conditions and Temperature fluctuation calling
for durable, yet resilient flooring systems. - Hygiene: Strict cleaning and maintenance regimes require tough, stain resistant and high-gloss, dust-free finishes
- VOC Compliant: Environmental air quality is a must to consider during installation making low Volatile Organic
compounds, low odour systems that minimise operational downtime a must. - Chemical resistance: Chemical components, spillage and cleaning agents are rife in the Pharmaceutical industry –
floors must be able to withstand exposure to a wide range of chemical agents.

Neocrete has extensive knowledge and experience in executing epoxy and PU floorings in the pharmaceutical plants for over 14 years. The extensive list of pharma clients such as Cipla, Strides, FDC, Zydeus Takeda, FresinusKabi, group of Madras pharmaceuticals, Blue Cross etc is a standing testimony to our commitment and expertise in this field.