Using and adopting green building materials for the construction to achieve concrete durability and sustainability is gaining acceptance and momentum in India and all over the world due to the need of the hour to address climate change and reduce the emissions of CO2 and greenhouse gases.
India is the second largest producer of cement and steel in the world, next only to china, which contributes and make India the third largest emitter of CO2, next only to China and USA.
There is an urgent need to produce building materials which are either carbon neutral or reduce the carbon footprint in constructions and the way forward and futuristic approach is to introduce and adopt the use of alternative materials from the process industry byproducts
Cement and steel industries contribute about 13 to 14 percent of the total CO2 emissions globally and there is an urgent need to curb the CO2 emissions from these industries by making use of steel industry by products in the cement and concrete manufacturing process with proven technology and adaptation of new manufacturing processes. The Author tries to draw your attentions on the emerging technologies in concrete making using eco friendly approaches through this article.
In India with ever increasing demand of raw materials for construction of roads and major infrastructure projects like highways, airports, ports, bridges, metros, smart cities and industrial townships, and rampant reclamation of natural resources, the environmental eco-balance and natural ecosystem is getting disturbed. Hence, there is an urgent need to preserve the precious natural resources like limestone, river sand, aggregates etchant finds newer alternative materials.
Some of the feasible and economical solutions that have emerged in recent years are to reuse the industrial process wastes or industrial by-products through reprocessing suitably to use them as alternative materials in place of regularly consumed input raw materials in concrete and mortar making.
Iron and steel slags are industrial by-products that are manufactured under extensive quality control and can be used as mineral admixture as a partial replacement of OPC cement and Fine aggregates in civil construction as an alternative to river sand also called slag sand. These products contain no organic impurities, clay, shells, or similar materials and have uniform chemical composition.
Slags can be used as both coarse and fine aggregates in mortar and concrete. Slag aggregates are comparable to natural aggregates in terms of strength and other property requirements and are extensively utilised in developed countries.
Apart from the by products of steel industry, there are other industrial by products like Fly ash from thermal power stations, copper slag from copper Industries, Granite sludge from granite processing industries, red mud from Aluminum Process Industries etc. which are finding application as substitutes to regular basic raw materials in construction, precast concrete products.
The present paper highlights the new techniques developed for converting and using slags into Ground granulated blast furnace slag (GGBS) and fine aggregates and their usage in concrete and civil construction. Use of slag products like ggbs and fine aggregates will reduce environmental impacts, preserves precious natural resources and reduces the energy consumption in mining of Like stone, stone crushing, and other activities.
INTRODUCTION:
India a country with more than 1.36 billion people and growing urban and rural divide, there is ever increasing demand for the basic requirements of housing, infrastructure, workplaces, industrial corridors and smart cities developments, IT and university Campus etc. the construction and concrete industry has a huge demand to provide for these requirements with sustainability cost effectiveness, durability and time period on a continuous basis. the current Indian central got has an outlay of more than 1.4 trillion US $ investments in the Infrastructure and housing sector for the next 3 years horizon.
For any Construction activity use of ingredients like cement, river sand, aggregates along with water is a must to make more durable, sustainable and cost effective constructions both in the rural and urban areas.
Now a day the trend is to use sustainable products like GGBS in Ready mix concrete production or at site based batching plants as partial replacement to OPC Cement and M-Sand or Slag Sand instead of River sands in constructions at infrastructure project construction sites.
Ready Mixed Concrete as a product is continuously evolving and moving forward by replacing traditional Site Mixed Concrete (SMC) in the Indian urban and infrastructure market place and it has already replaced 18 to 20 percent of the site mixed concrete to ready mixed concrete in India and major metro cites it is about 50 to 60 percent due to strict environmental concerns and pollution and dust control norms and the consumers adopting RMC instead of Site mixed concretes due to economics of scale and faster constructions.
A day may come in the near future that Site mixed concrete production at construction sites will be completely restricted in major metros to control the dust pollution and to control of construction debris and waste at construction sites and Ready mixed concrete is encouraged due to many advantages and benefits.
Many cement and building materials companies in India have launched new ecofriendly cements like PPC, Portland composite cement (PCC) and PSC instead of OPC Cement. Alternative fine aggregates like Crushed rock fines (CRF), Plastering M-sand, Processed Slag Sand instead of natural river sand Soil stabilized cement blocks, Flyash blocks instead of Bricks to make the construction of infrastructure projects eco friendly both in rural and urban areas in India. The use of byproducts of steel industry is gaining momentum as alternative materials for various applications as slag as a by-product is available abundantly, since India is embarking on very huge capacity expansion in steel production from the current 110 million tons in 2020 to 180 million tons per year in 2024-25 and expected to reach 300 million MT per year by 2030 and we will get about 100-115 million tons of slag per year from the steel production as by products which can very effectively utilized in the production of GGBS, Slag cements (PSC), composite cements (CC, fine aggregates and coarse aggregates for reducing the consumptions of natural materials, helping in making the constructions more sustainable.
- GBS or Slag sand in the road construction project as granular sub base(GSB)
- Slag sand as replacement to river sand in concrete and plastering
- GGBS (Ground granulated blast furnace slag) as partial replacement to OPC Cement
- Slag or GGBS in blended cement making like, PSC, Composite Cement, Low carbon cements, Calcined clay cements and Masonry special cements etc
- Slag aggregates as partial replacement to granite aggregates in concrete.
- Sintered aggregates for lightweight Concretes.
1.1 Necessity for use of green products in housing and infrastructure projects
As resources are limited and human wants are unlimited, it is important for the infrastructure companies to utilize the resources efficiently without waste as well as to achieve the organization’s as well as societal objective. So eco friendly green products are inevitable for the infrastructure developments. There is growing interest among the infrastructure companies in India and all over the world regarding protection of environment, reducing carbon footprint on projects and moving towards net zero emissions by the year 2050. Worldwide evidence indicates people are concerned about the environment and are changing their behavior. As a result of this, green marketing of eco friendly products has emerged which speaks for growing market and demand for sustainable and socially responsible products and services by the building materials manufacturing companies, Architects, Engineers and Contractors
The use of supplementary cementitious materials (SCM’s) like GGBS and Fly Ash in the production of concrete has increased worldwide over the past few decades (T Lothenbach B, Scrivener K, 2011). These materials can enhance the mechanical and durability properties of concrete and contribute to mitigation of the environmental impact associated with the construction industry. SCM’s are used as a partial replacement for Portland cement in concrete, reducing the fraction of Portland cement required to produce concrete with desired performance and as per various research, secondary cementitious materials will help is achieving the superior strength and durability properties in concrete as follows
Concrete is widely considered as the backbone of the construction industry, with a current consumption of 1 cubic meter per person per year (Gartner E, 2009). Ordinary Portland cement (OPC) has been used for around 200 years now as a binder material. How ever OPC has high embodied energy of 4.2MJ/kg (Peng J et al, 2014; Huang Li C et al, 2011; Huntzinger DN et al, 2009). The contribution of OPC is approximately 5–7% of global man made CO2 emissions (Huntzinger DN et al, 2009; Meyer C et al, 2009). High CO2 emissions arising from OPC manufacturing are from calcination of limestone, and high energy consumption during manufacturing (Gartner E et al, 2009).
During the recent past many alternatives to OPC concrete have been proposed to reduce green house gas emissions which are Blended Cement Concretes, comprising OPC that has been partly substituted by supplementary cementitious materials, as binders for concrete. Commonly used substitutes include fly ash, a fine waste residue that is collected from the emissions liberated by coal burning power stations, and ground granulated blast furnace slag (GGBS), a waste by-product from steelmaking. According to Flower and Sanjayanuse of blended cements results in reduction of CO2 emissions by 13–22%. These estimates vary according to the local conditions at the source of raw materials, binder quantity and amount of OPC replacement, type of manufacturing facilities, climate, energy sources, and transportation distances. As per the present estimates the global current average CO2 emissions per tonne of cement production is about 650 to 700 kgs and many companies are trying to bring it down to 300 to 350 kgs per tonne of cement production by 2030 by adopting the following technologies on a global scale by global major building materials companies.
- Completely moving towards blended cements
- Diversifying the portfolio with greener products
- Using alternative fuels in cement manufacturing
- Carbon capture technologies
- Waste heat recovery systems to reduce energy consumptions
- Developing solar based kilns in cement manufacturing
- Carbon curing for concrete
- Use of EVs in logistics and transportation in mines. etc
2. Initiatives for use of sustainable green products in the cement and concrete industry
The Indian infrastructure and the construction industry has started adopting and using many new cement and concrete products which are eco friendly and very cost effective. Following are the by products of steel making industry listed below which are being used both in the infrastructure development projects and concrete industry in India for making the constructions sustainable and durable.
Eco friendly cements made with using steel industry by products;
- Port land slag cements (PSC) and high performance slag cements
- Composite cements
Eco friendly Mineral admixture from the steel Industry.
- Ground granulated blast furnace slag (GGBS) from steel Industry.
- Ultrafine slag for high performance concretes.
Eco friendly sands:
- Slag Sand
Ecofriendly aggregates from the steel industry.
Aggreagtes
These above eco friendly materials or by products are further being utilized to produce cost effective green building products like Ready mixed concrete(RMC), Slag based Bricks, Soil stabilized Blocks, Concrete Blocks, Ready plasters, Tiling products etc.
2.1 Eco friendly blended cements and advantages:
Blended cement, as defined in ASTM C 595, is a mixture of portland cement and blast furnace slag (BFS) or a “mixture of portland cement and a pozzolan (most commonly fly ash).”
The use of blended cements in concrete and construction reduces mixing water and bleeding, improves finishability and workability, enhances sulphate resistance, inhibits the alkali-aggregate reaction, and lessens heat evolution during hydration, thus moderating the chances for thermal cracking on cooling.
a. Portland slag Cement (PSC):
Portland Slag cement is manufactured by either inter-grinding the Portland cement clinker, Gypsum and granulated slag or blending the ground granulated blast furnace slag (GGBS) with Ordinary Portland cement by means of mechanical blenders.
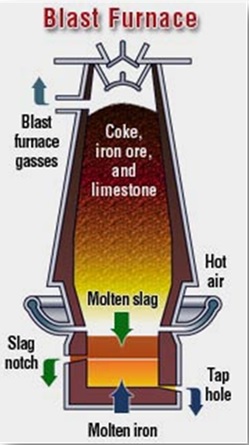
- “Slag” is a non-metallic product consisting essentially of glass containing silicates and Alumino Silicates of lime. It is the by-product obtained in the manufacture of pig Iron in blast furnaces at around 14000 to 15000C in the molten form. The granulated slag is obtained by rapidly chilling (Quenching) the molten ash from the furnace by means of water or steam and air.
- The Blast Furnace Slag, by product of steel industry is an excellent example of resource Conservation and Pollution Management.
Advantages of Portland Slag Cement using in concrete and infrastructure constructions:
- Better Workability.
- Maximum reduction in Heat of Hydration.
- Low risk of Cracking.
- Low risk of Shrinkage.
- Absorption of surplus lime released out of cement from secondary hydrated mineralogy.
- Improved Water Tightness.
- High Impermeability.
- Excellent resistance to Chloride Penetration.
- Excellent resistance to Sulphate Attacks.
- High Flexural and Compressive Strength.
- Improved Corrosion Resistance Exhibits very low diffusivity to Chloride ions. Increased resistance to Alkali-Silica reactions.
Many advantages of concrete made with Portland slag cement. (PSC)
Maximum reduction in Heat of Hydration: Heat is liberated due to chemical reaction when water is added to cement. This is called “Heat of hydration”. Hydration leads to development of cracks but it is reduced in case of PSC due to less clinker content.
Low risk of Cracking: When water is added to the cement, it generates heat of hydration, which results in thermal cracks. PSC minimises thermal cracks as it generates low heat of hydration.
Low risk of Shrinkage: The total shrinkage, drying plus autogenous, of concrete containing slag was lower than 100% Portland cement concrete.
Decrease of Pore Volume in Concrete: Pores are formed due to evaporation of excess water used for workability will reduced. PSC improves microstructure of concrete and reduce the pore volume which will result in denser concrete.
Improved Water Tightness: Use of PSC improves the microstructure of cement hydration product (C-S-H) due to which the concrete becomes denser and hence moisture cannot enter into Concrete.
High Impermeability: Increased impermeability results in increased resistance against ingress of moisture and gases, thereby increasing the life of the structure.
High Flexural and Compressive Strength: PSC has a positive effect on both the flexural and compressive strength of concrete after 28 days.
Excellent resistance to Chloride Penetration: Portland Slag Cement (in required proportion) offers an improved resistance to chloride attack.
Excellent resistance to Sulphate Attacks: Portland Slag Cement (in required proportion) offers an improved resistance to Sulphate attack because of depletion of Ca(OH)2, lower C3A content as well as improved water-tightness of concrete.
Improved Corrosion Resistance: High chloride diffusion affects the reinforcement steel and leads to premature collapse. Concrete made with PSC leads to increase in resistivity of concrete and reduces diffusivity of chloride ions hence improving corrosion resistance.
Increased resistance to Alkali-Silica reactions: Alkali-Silika reaction is a chemical reaction between the reactive silica contain in the aggregates and Alkalies from the Cement. Alkalies due to this reaction a semi Liquid Gel is formed which observes water and caused expiation of the Concrete.
2.2. Eco friendly Mineral admixture from the steel Industry.
b. GGBS (Slag): GGBS is obtained by quenching molten iron blast furnace slag in water or stream, to produce a glassy granular product that is then dried and ground into a fine powder. Both are used as a replacement for a portion of the Portland cement. Slag replaces as much as 50 percent in normal concrete (and up to 70 percent in special applications such as mass concrete and concrete for marine applications). Fly-Ash is usually limited to 20 or 35 percent as it mainly puzzolonic.
GGBS: the world’s most sustainable building material.
What is GGBS?
Ground granulated blast furnace slag (GGBS) is a hydraulic binder, i.e. like a cement, which has been known and used for more than 150 years. It improves the quality and durability and performance of concrete, and its production is virtually CO2-free. Yet its many advantages in producing sustainable, high-quality concrete remain underappreciated and underused.
In an increasingly resource-constrained and environmentally conscious world in the recent past, all that is about to change rapidly as we are moving towards net zero emissions by 2050 to 2060.
The production of GGBS requires little energy as compared with the huge energy needed for the production of Portland cement. The replacement of Portland cement with GGBS will lead to significant reduction of carbon dioxide gas emissions. It is estimated that about 110 to 130 kgs co2 per cum of concrete can be reduced and it is equivalent to planting one trees per every 10 cum of concrete produced and India is currently producing about 114 million cum of Ready mixed concrete annually. GGBS is hence an environmentally friendly construction material. It can be used to replace as much as 70-80% of the Portland cement used in concrete in case of mass concrete applications for reducing temperature differences and to avoid thermal cracking. In future due to non-availability or lesser availability of Fly ash as we move towards sustainable green energy sources from solar, wind, hydrogen and biomass for our needs.
GGBS concrete has better water impermeability properties as well as improved resistance to corrosion and sulphate attacks. As a result, the service life of a structure is enhanced and the maintenance cost reduced substantially.
History of GGBS usage.
Experience of using GGBS in Concrete The hydraulic potential of blast furnace slag was first discovered in Germany in 1862. In 1865, lime-activated blast furnace slag started to be produced commercially in Germany and in 1880 GGBS was first used in combination with Portland cement (Concrete Society, 1991). In Europe, GGBS has been used for over 100 years. In North America, the history of the use of GGBS in quality concrete dates back about 50 years (Yazdani, 2002). In Southeast Asian countries including Mainland China and Hong Kong, GGBS was used in concrete in around 1990. Between 1955 and 1995, about 1.1 billion tonnes of cement was produced in Germany, about 150 million tonnes of which consisted of blast furnace slag (Geiseler et al, 1995). In China, the estimated total GGBS production was about 100 million tonnes in 2007 (Chen, 2006).
GGBS has been widely used as a partial replacement of Portland cement in construction projects. In Western Europe, the amount of GGBS used accounts for about 20% of the total cement consumed, whereas in the Netherlands it accounts for 60% of the total cement consumption (Tsinghua University, 2004).
There are abundant examples of the use of GGBS concrete in construction projects. In New York, the concrete used in the construction of the World Trade Centre has about 40% GGBS replacement (Slag Cement Association, 2005). At the Minneapolis Airport, the airfield pavements were constructed using concrete with 35% GGBS replacement. Other projects using GGBS include the world’s largest aquarium – the Atlanta’s Georgia Aquarium which used 20% to 70% GGBS replacement. The Detroit Metro Airport Terminal Expansion used concrete with 30% GGBS replacement. The Air Train linking New York’s John F. Kennedy International Airport with Long Island Rail Road trains used concrete with 20% to 30% GGBS replacement.
In China, GGBS has been widely used in major construction projects such as the Three Gorges Dam, Beijing-Shanghai Express Rail, and Cross-bay Bridge of Hangzhou Bay. The GGBS replacement level is generally around 40% (China Cements, 2009; China Biz, 2009).
In Hong Kong, GGBS was used in the construction of the Tsing Ma Bridge, which requires a design life of 120 years. For this project, the GGBS replacement levels were from 59% to about 65%, with a maximum water/(cement+GGBS+silica fume) ratio of about 0.39. GGBS was also used in the construction of the Stonecutter Island Bridge with GGBS replacement of between 60% and 70%.
For reinforced concrete in a marine and extreme environment, the SCCT endorsed in year 2000 a specification, which allows the use of GGBS. The specified replacement level for normal application is in the range of 60% to 75% by mass of the cementitious content whilst for low heat applications it ranges from 60% to 90% (Standing Committee on Concrete Technology, 2000).
In India ggbs is being used abundantly in south and western parts of India where it is made available by a reputed steel companyand close to 4.2 million mt of ggbs is being used annually and the usage is growing at the at the rate of 20 percent year on year .
Chemical Composition of GGBS
Ground Granulated Blast furnace Slag consist essentially silicates and alumina silicates of calcium. It is by-product of manufacture of pig iron in blast furnace. Portland cement is a good catalyst for activation of slag because it contains the three main chemical components that activate slag: lime, calcium sulphate and alkalis.
The material has glassy structure and is ground to less than 45 microns. The surface area is about 350 to 400 m2 / kg Blaine. The rough and angular shaped ground slag in presence of water and an activator which are commonly sulphates and /or alkalis which are supplied by Ordinary Portland Cement react chemically with GGBS and hydrates and sets in a manner similar to Portland Cement.
Richardson (2006) reported that in the early hydration of GGBS and Portland cement, the Portland cement released alkali metal ions and calcium hydroxides (CH). The slag reacted initially with calcium hydroxide resulting in the breaking down of the glassy structure of the slag. As hydration continues, more calcium hydroxides would precipitate from the Portland cement and calcium silicate hydrate (CSH) would be produced. As CSH are developed, they would fill the pores and contribute to strength development and chemical resistance. The additional CSH fills the pores making pore size refined.
- GGBS is used to make durable concrete structures in combination with ordinary portland cement and/or other pozzolanic materials.
- It has been reported that GGBS has represented high percentages of total production in many countries in recent years.
- West Germany – 24%, Belgium – 32%, France – 42%, Netherlands – 55%
2.3 Properties of Concrete made with GGBS blend with Ordinary Portland Cement
Concrete in plastic state.
Water Demand
For concrete made with equal slump a lower water content is required compared to Ordinary Portland Cement. This will help in reduced capillary pores and hence concrete will be of better durability.
Stiffening time
Because GGBS is slower to react with water than OPC its use in concrete increases the stiffening time of concrete. This will help in more time available for placing the concrete.
Heat of hydration and early age thermal cracking
The rate of heat evolution associated with GGBS is reduced as the proportion of slag is increased. This helps in greater heat dissipation and reduced temperature rise which will reduce the likelihood of thermal cracks. Lower thermal cracks helps in long term durability.
2.4 Hardened Properties Concrete with GGBS.
Compressive strength and strength development:
The rate of hydration reaction of GGBS concrete is temperature dependent. GGBS has higher activation energy than OPC and therefore their reaction rate is more sensitive to temperature change. As the temperature increases the rate of gain of strength in GGBS blend concrete is greater than OPC concrete. The influence of temperature on strength development is of significance when considering the behavior of concrete in-situ. In such situation the rate of strength development and ultimate strength may be appreciably different from that indicated by standard cured cubes.
Tensile Strength & Elastic Modulus
Compared to concrete produced with only OPC, the GGBS blend produced concrete tends to have a slightly higher tensile strength and elastic modulus for a given compressive strength.
Drying Shrinkage
Use of GGBS has very little if any influence on the drying shrinkage of concrete.
Creep
For high replacement levels (>70%) reduction in creep of as high as 50% is possible due to later age strength gain of GGBS blended concrete.
Surface Finish:
Generally, GGBS makes it easier to achieve a good surface finish. In addition the colour of concrete will be lighter than concrete produced with only OPC.
Formwork Pressure:
Higher formwork pressure is relevant with the use of GGBS blended concrete when concrete is cast at ambient temperatures as low as <5oC, else it is not relevant.
Formwork Striking Time:
Use of high levels of GGBS blend (>70%) in concrete may require the extension of formwork striking time. In practice, however, the actual construction process often requires concrete to be cast one day and vertical formwork next day. In such cases it is quite likely that minimum striking time will in any case be extended and that therefore the use of GGBS may not affect the actual construction process.
Curing:
For long term durability it is beneficial if GGBS blended concrete is cured for longer than concrete produced with only OPC.
Durability
Durability of concrete is related to its permeability or diffusion to liquids and gases and its resistance to penetration by ions such as CL– and SO3+. Generally speaking, provided the concrete is well cured GGBS blended concrete is likely to be more durable than similar concrete produced with only OPC.
Permeability:
In well cured concrete containing blend of GGBS, the long term permeability is reduced due to continued hydration beyond 28days and overall finer pore structure
Alkali-Silica Reaction:
Use of GGBS blend with OPC is one of the ways to reduce the Alkali Aggregate Reaction, when aggregate used in concrete is alkali reactive. Use of blend of GGBS with OPC reduces the total alkali content in cementitious material. Thereby, deterioration of concrete due to alkali aggregate reaction could be avoided.
Sulphate Resistance:
Concrete containing GGBS are acknowledged to have higher resistance to attack from sulphates than those made with only OPC. This is due to overall reduction in C3A level of concrete and to the inherent reduction in permeability. Provided Al2O3 of GGBS is less than 15%, then concrete containing about 70% of GGBS is considered as comparable to concrete produced with Sulphate Resistant Cement (SRC).
Chloride Ingress:
GGBS blended concrete is significantly more resistant to the ingress of chloride ions in concrete apart from reduced permeability. OPC used with GGBS blend chemically binds the chlorides with slag hydrates effectively reducing the mobility of chlorides thereby reducing the reinforcement corrosion risk.
Alkalinity:
Despite the reduction in Ca(OH)2 caused by secondary slag hydration reactions the pH of paste remains at a level which is well in excess of that which would affect the passivity of the reinforcing steel.
Abrasion Resistance:
In adequately cured concrete when comparison is made with equal grade of 100% OPC concrete there is slight advantage in terms of abrasion resistance due to use of GGBS blend in concrete.
2.5. Benefits of using GGBS
It is generally known that GGBS can improve the durability of a concrete structure by reducing the water permeability, increasing the corrosion resistance and increasing the sulphate resistance. The improved properties can extend the service life of structures and reduce the overall maintenance costs
Quality, sustainable concrete
Dried and ground to a fine powder, GGBS can be used to make quality, sustainable concrete. To ensure its activation, GGBS is most often used with normal cement (OPC). It will typically replace 30 – 70% of cement on an equal weight basis.
Reduction in CO2 emissions
The manufacture of normal cement (OPC) results in the emission of 700 to 930 kg of CO2/t of cement (British Cement Association, 2009): approximately 50% from de carbonation of the limestone raw material (process emissions), 40% from fossil fuel consumption, and 10% from generating the electricity used in the process.
GGBS manufacture typically releases 35 kg of CO2/t of GGBS: less than 4% of the carbon footprint of normal cement.
Solar reflectance of GGBS mixed Concrete
Concrete made with GGBS will have a high solar reflectance: studies in the US have shown increases of 20% in reflection of sunlight by concrete with GGBS. This will reduce the “heat island” effect in urban developments, as well as having other beneficial effects (reduced need for artificial lighting at night, safer roads from better visibility). Significantly, the reflected sunlight is not infrared radiation, and so will not be trapped by the greenhouse effect of the earth’s atmosphere.

Concrete with improved Durability
Durability is essential to the long service life of concrete. In practice, concrete will deteriorate over time. The factors driving this deterioration can be internal (e.g. alkali-silica reaction) or due to external aggressive environments (e.g. sulfate attack, or the effects of chlorides on reinforced concrete).
GGBS substantially improves the ability of concrete to resist deterioration from all major threats to long service life. Requiring the use of GGBS is now established best practice where long service lives must be achieved, even in the most aggressive environments. GGBS concrete will even provide better fire resistance.
GGBS in concrete
GGBS can be used in concrete as GGBS or as Portland slag cement (combinations of OPC cement and GGBS allowed under IS 455). There is no technical basis under which to prefer one option or the other: once in concrete, the GGBS behaves the same, irrespective of whether or not it was previously mixed with cement. Nevertheless, opinions are divided on the best approach. In the US and in certain EU countries (the UK, the Netherlands, Belgium and Ireland) GGBS is widely used. Elsewhere in the EU, CEM IIIs (PSC) dominates.
Using GGBS has two advantages over Portland slag cement(PSC): the concrete manufacturer can optimise the proportion of GGBS percentage according to the technical/environmental requirements to be met; and GGBS shipped directly to the RMC plant will have lower embodied CO2 (avoiding energy use in additional transport to/from the cement plant and mixing in a cement plant). For the lowest embodied CO2, GGBS use is to be preferred in all constructions.
Impact of using ggbs in concrete
- Reduction in the emission of CO2 from cement production plants.
- Improved durability.
- Reduced potential for cracking.
- Reduced permeability.
- Reduced corrosion repairs cost nearly by 5% of developed nation’s GDP
- Use of waste or by-products reduces the clinker usage.
- Increased benefit to cost ratio and Longer service life
3. Advantages of GGBS over Fly ash on replacement levels
- The permitted replacement ratio of Fly Ash in OPC is 15-35% (IS 1489 Part-1), but it’s usually no more than 30% in concrete.
- On the other hand, the permitted replacement ratio of GGBS in OPC or concrete is 25-70% (IS 455). It could even be replaced up to 85% in some of the European countries.
- With the same content of cementitious material (the total weight of Portland cement plus GGBS), similar 28-day strengths to Portland cement will normally be achieved when using up to 50 percent GGBS.
- At higher GGBS percentages the cementitious content may need to be increased to achieve equivalent 28-day strength. GGBS concrete gains strength more steadily than equivalent concrete made with Portland cement.
Typically a Portland cement concrete will achieve about 75 percent of its 28-day strength at seven days, with a small increase of five to 10 percent between 28 and 90 days.
GGBS has got distinctive advantages over Fly ash on many parameters as shown below.
Table 1 – Comparison of various parameters of mineral admixtures under study
| Mineral Admixtures | Slag | Fly ash |
| Source | Blast furnace quenching of molten material | Thermal Power Plants – fine residue of combustion |
| Chemical composition | Similar to that of Cement | high SiO2 and Al2O3, but low in CaO |
| Hydration | Hydraulic | Non –hydraulic |
| Permitted replacement to cement | 25 – 70 % | 15 -35% |
| Production process | Very stringent – stable chemical composition of slag | Not as stringent as in case of Steel / Iron |
GGBS – A sustainable material for Green building construction:
Replacing the Portland cement by GGBS helps in reducing CO2 emissions and in conserving non – renewable resources of lime stone.
Use of GGBS in concrete is recognized by LEED (Leadership in Energy and Environmental Design) and add points towards its certification.
4.0 Eco friendly Sands from Steel Industries.
Eco friendly sands are sands which are alternative to river sand, and being used predominantly now a days more in urban and semi urban areas .
With restrictions on dredging of river sand there has been a growing need in construction industry for identification of alternative fine aggregates. Recently, crushed stone or manufactured sand (M-sand ) have been used for replacing the natural sand.
M-sand is crushed aggregates produced from hard granite stone which is cubically shaped with grounded edges, washed and graded with consistency to be used as a substitute of river sand.
The progress in the building material research and identification of role of particle shape and gradation of fine aggregates has triggered the use of manufactured sand in the production of concrete. The complexity of construction and use of high strength concrete in large number of buildings is the prime mover along with the scarcity of river sand in many cities across India.
As the natural sand is not replenished at the rate it is being used, the government has begun to promote manufactured sands from the process industries and CRF from the stone crusing. Concrete Experts vouch that manufactured sand is not only a viable alternative to natural river sand, but is superior in many ways as it does not contain deleterious materials like silt and clay and organic impurites.
A project sponsored by the department of mines and geology and conducted by Prof B V Venkatarama Reddy of the IISc Bengaluru has revealed that the characteristics of mortars and concrete using M-sand as fine aggregate are superior when compared to the natural sand as fine aggregate.(Source, Times of India, Aug 9, 2013)
Slag Sand
Steel plants generate large amount of Granulated Blast furnace Slag (GBFS) and research carried out in developed countries on use of GBFS as replacement of natural sand have found it suitable as fine aggregate for various civil engineering works in concrete applications.
Most of the modern steel plants now completely granulate the BF slag and use in cement making. However this granulated BF slag (GBFS) is very similar to natural sand and can be used directly as its replacement in construction.

Reliable Quality:
- Slag Sand is a by product of Steel industrial with high degree of quality controlled process.
No deleterious materials:
- Blast furnace slag fine aggregate does not contain materials that may affect the strength and durability of concrete, such as chlorides, organic impurities, clay and shells.
Comparison of GBS with Natural river sand.

Quality comparision of River Sand with Processed Slag Sand:
| Impurities | River sand | Slag Sand |
| Marine Products | 2 – 4 % | Nil |
| Oversized Materials | 6 – 10 % | Nil |
| Clay & Silt | 5 – 20 % | Nil |
Testing of Slag sand suitability in Concrete marking:
Tests have been carried out at National council for cement and building materials for ascertaining the suitability of Slag sand usage in concrete making and the results have been tabulated below.
- The experimental investigations carried out on concrete of M20, M30 and M40 grades to evaluate effects of replacing fine aggregate with that of Slag sand at different percentages.
- It is found that the workability of concrete is improved by 20% by mixing rock sand and Slag sand in equal proportions (50% GBS + 50% Rock Sand) due to availability of more fine particles in Rock sand.
- It is noticed that an increase in strength at an early age (3 days) for the 50% granulated slag mix and similar strength to the control of at all other ages.
- The total substitution of sand by granulated slag caused a decrease in strength at early ages and was almost reaching the control at 28 Days.
- The studies concluded that the Compressive strength as well as Flexural strength of concrete improved 4 – 6%.

- A positive effect on compressive strength of cement mortar up to 75% replacement level of GBS.
- Slag sand can be used as an alternative to natural sand up to 100%
- The Slag Sand with similar chemical and physical characteristics is a better replacement for average natural aggregates / rock sand.
- The substitution of natural aggregate with slag sand has positive impact on compressive, tensile and flexural strength.
- Blasting of rocks and crushing them to produce sand, has serious environmental implications. Rocks once depleted can never be replenished and do not grow again and hence are not renewable.
- Hard Rocks are essentially required for high strength and high performance concrete.
- The Slag Sand could be effectively utilized as fine aggregate in all concrete applications as replacement of River sand and is designated as Green Building Material.
3. ECO FRIENDLY GREEN CONCRETE PRODUCTS:
There are many eco friendly green concrete products made out of steel industry by products like PSC, GGBS, Composite Cements, Ready plasters and slag sand which are eco friendly materials and made available due to green marketing initiatives in the construction and infrastructure industry, they are not only eco friendly but very cost effective compared to traditional products.
- Soil Stabilized Blocks(SSB)
- Slag Concrete Blocks
- AAC Blocks
- RMC Concrete products like
- GGBS Blended concretes
- Pervious concretes
- Ready plasters. Etc
4. Use of Slag products in Road Infrastructure projects and constructions.
Large quantities of natural materials are traditionally used in road construction.Uncontrolled depletion of natural, non-renewable resources leads to environmental destruction and distortion of natural balance. Concurrently the world faces the problem of management of an increasing quantity of Industrial waste, so that linking the two problems leads to a simple solution: a growing and more diverse application of Industrial By-Products such as BF Slag, Steel slag, LD Slags and Fly ash or bottom ash in road building and other areas of civil engineering alike.
- Road construction is an activity in which natural resources are utilized the most in comparison with other branches of civil engineering.
- Large quantities of natural materials, gravel, rocks and sand are built into kilometres of newly-built roads or in reconstruction of decrepit roads. At the same time, the sustainable development concept requires a more efficient management of Industrial waste materials and preservation of environment. The Research studies carried out have established that the Slag is used for laying Cement concrete pavements all over the World.
- Application of slag as an alternative to standard materials in the world has been known for a number of years, and accordingly numerous research studies have been carried out in that area. Slag is used the most in asphalt mixtures, although its good properties are also used for application in other layers of pavement structure, primarily unbound base courses and embankment.
- An area of application that has not been studied extensively so far is the application of slag in stabilized mixtures for construction of base courses, which could be of great interest for domestic road construction, due to very heavy traffic load, cement-bound base courses needs to be designed to increase the bearing capacity and many research institutes and steel manufacturing companies are working on this with their R& D support .
- Slag cement can enhance a concrete pavement by improving workability in the plastic state, and increasing strengths and reducing permeability in the hardened state.
- The correct amount of slag to use on a particular project depends on the materials and admixtures used, as well as ambient conditions during paving.
- With careful attention to detail during the concrete mixture design and construction portions of a project, a successful and durable pavement can be produced with slag cement.
- The Flexural Tensile strength of concrete with slag is more than that of ordinary Portland cement.
CONCLUSIONS:
Due to the urgent need of the construction industry to make the concrete and construction activity in India sustainable and to reduce the CO2 emissions with greater ambition of moving towards net zero emissions, there has been tremendous research and development happening in the Indian concrete and construction Industry to develop new green products and materials from the industrial by products of steel making industry which are cost effective, eco friendly, durable and more sustainable in nature.
- The use of Portland Slag cement, Composite cement and GGBS products are well established in the concrete and infrastructure Industry
- The past several years has seen a substantial growth in the use of PSC and GGBS all over India since it offers superior concrete properties.
- Portland Slag cement with more than 50% GGBS is recommended in place of SRC in marine and costal infrastructure projects.
- Use of PSC and GGBS in concrete is recognized by LEED etc. and add points towards LEED certification.
- The lower Cement Concrete Technology (LCCT) is being promoted for reducing OPC content in the concrete by maximum addition of GGBS.
Customer awareness on these green products should happen on a continuous basis through green marketing initiatives so that these by-products of steel making Industry are recommended by Architects, Influencers and Consultants accepted by the end users and customers.
Further continuous research and development in the field of alternative building materials technology should happen so that we will be able to conserve our depleting natural resources, conserve energy, reduce the carbon foot print and make the construction a sustainable activity.
Acknowledgements : The authors acknowledges the inputs from Jsw steel ltd and Jsw Cement limited for preparing this article.
REFERENCES:
- Peattie, Ken (2001). Towards Sustainability: The Third Age of Green Marketing. Marketing Review. Vol. 2, No. 2, pp. 129-147.
- Lothenbach B, Scrivener K, Hooton RD (2011) Supplementary cementitious materials. Cem Concr Res 41(3):217–229
- Snellings R, Mertens G, Elsen J (2012) Supplementary cementitious materials. Rev Mineral Geochem 74:211–278.
- Feldman, L. and Staehler, S.(1996). Green Marketing: Do corporate strategies reflectexperts’ advice? The Journal of Marketing Management. Vol. 5, No. 1, pp. 20-28.
- Roy, M. and Epstein, J.M. (2000). Strategic Evaluations of Environmental Projects in SMEs.Environmental Quality Management. Vol. 3, pp. 37-47.
- Gartner E, Industrially interesting approaches to ‘‘low-CO2’’ cements. CemConcr Res 2004; 34(9):1489–98.
- Peng J, Huang L, Zhao Y, Chen P, Zeng L, Zheng W. Modeling of carbon dioxide measurement on cement plants. Adv Mater Res 2013;610–613:2120–8.
- Li C, Gong X, Cui S, Wang Z, Zheng Y, Chi B. CO2 emissions due to cement manufacture. Mater Sci Forum 2011;685:181–7.
- Huntzinger DN, Eatmon TD. A life-cycle assessment of cement manufacturing: comparing traditional process with alternative technologies. J Clean Prod 2009;17(7):668–75.
- Meyer C. The greening of the concrete industry.CemConcr Compos 2009;31(8):601–5.
- Flower DJM, Sanjayan JG. Green house gas emissions due to concrete manufacture. Int J LCA 2007;12(5):282–8.
- Suresh Rao and L.R.Manjunatha” Innovative use of concrete for modern day constructions” The master builder, October 2013. PP78-86, ISSN 2249-1228.
- L.R.Manjunatha and Dr.L.H.Rao “GGBS – the most sustainable green building material “AMCOM 2015,Nagpur, conference paper.
About the Author:
Dr. L.R. Manjunatha is the Vice President – Sustainability Initiatives and Direct Sales JSW Cement Limited Honorary Chairman, Indian Concrete Institute, Bangalore Centre and Honorary Chairman-Technical Advisory Board, Society for development of Composites, Under Govt of India, Bengaluru
He is BE (Civil), MBA, PGDFM., Mphil, Ph.D., PGP in Concrete Technology, CGLI(UK). Honorary Member -Working Group, Bureau of Indian Standards, IS 4926 (RMC)CED 2:2
He is one of the leading Techno Commercial and Sustainability expert in India with over 28 years of rich and valuable work experience having worked with leading corporates and MNCs and 11 years of research experience in the field of Ready-mixed Concrete, Sustainable Green building materials and solutions, Composites, Fiber reinforced Concretes and floorings, Mineral and Chemical admixtures and Green technologies to create a sustainable and durable constructions solutions for the future and for our next generations. He has published more than 35 research papers and has presented papers at more than 50 Conferences in India and Abroad, and Given more than 700 student presentations at Engineering and Management colleges across length and breadth of the country both in physical and webinar presentations on topics of interest related to concrete, HPC, Green building materials, RMC Topics, Special cements, Minerals additives, Construction quality Managements, Alternatives to River sands, Geo polymer concretes, Sales training, Lean construction management, Construction quality management etc
Email: manjunatha.ramachandra@jsw.in